КАТЕГОРИИ
 ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ ЭЛЕКТРОДЫ КОНТИНЕНТ
ЭЛЕКТРОДЫ КОНТИНЕНТ ЭЛЕКТРОДЫ ГАРАНТ
ЭЛЕКТРОДЫ ГАРАНТ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ НАПЛАВКИ
ДЛЯ НАПЛАВКИ ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА
ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ДЛЯ МЕДИ И АЛЮМИНИЯ
ДЛЯ МЕДИ И АЛЮМИНИЯ ЭЛЕКТРОДЫ MONOLITH
ЭЛЕКТРОДЫ MONOLITH Электроды «АРМО»
Электроды «АРМО» ЭЛЕКТРОДЫ МОНОЛИТ РЦ
ЭЛЕКТРОДЫ МОНОЛИТ РЦ ЭЛЕКТРОДЫ АРСЕНАЛ
ЭЛЕКТРОДЫ АРСЕНАЛ УГОЛЬНЫЕ ЭЛЕКТРОДЫ
УГОЛЬНЫЕ ЭЛЕКТРОДЫ ОМЕДНЕННАЯ
ОМЕДНЕННАЯ ПОЛИРОВАННАЯ
ПОЛИРОВАННАЯ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ СВАРКИ БЕЗ ГАЗА
ДЛЯ СВАРКИ БЕЗ ГАЗА ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА ПРИСАДОЧНАЯ
ПРИСАДОЧНАЯ ДЛЯ АЛЮМИНИЯ
ДЛЯ АЛЮМИНИЯ ДЛЯ РОБОТОВ
ДЛЯ РОБОТОВ ДЛЯ РУЧНОЙ СВАРКИ ММА
ДЛЯ РУЧНОЙ СВАРКИ ММА СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG
ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT
АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT ГЕНЕРАТОРЫ
ГЕНЕРАТОРЫ РЕЗАКИ
РЕЗАКИ РЕЗАКИ «ДОНМЕТ» 374 и 360
РЕЗАКИ «ДОНМЕТ» 374 и 360 РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ
РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ
ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ
ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ ГОРЕЛКИ КРОВЕЛЬНЫЕ
ГОРЕЛКИ КРОВЕЛЬНЫЕ РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ
РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ КЛАПАНЫ ЗАЩИТНЫЕ
КЛАПАНЫ ЗАЩИТНЫЕ ПОДОГРЕВАТЕЛИ ГАЗА
ПОДОГРЕВАТЕЛИ ГАЗА РЕДУКТОРА ГЕРМАНИЯ
РЕДУКТОРА ГЕРМАНИЯ МАНОМЕТРЫ
МАНОМЕТРЫ ЗАПАСНЫЕ ЧАСТИ
ЗАПАСНЫЕ ЧАСТИ КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ
КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ ГАЗОВЫЕ БАЛЛОНЫ
ГАЗОВЫЕ БАЛЛОНЫ КРУГИ ЛУЖСКОГО АБРАЗИВНОГО ЗАВОДА
КРУГИ ЛУЖСКОГО АБРАЗИВНОГО ЗАВОДА КРУГИ NORTON ATLAS
КРУГИ NORTON ATLAS КРУГИ NORTON STAR LINE
КРУГИ NORTON STAR LINE КРУГИ NORTON VULCAN
КРУГИ NORTON VULCAN КРУГИ NORTON VULCAN PLUS
КРУГИ NORTON VULCAN PLUS КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ
КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ КРУГИ РАДИАЛЬНЫЕ КЛ
КРУГИ РАДИАЛЬНЫЕ КЛ КРУГИ С ОПРАВКОЙ КЛО
КРУГИ С ОПРАВКОЙ КЛО С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ
С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ
С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ
ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ ГОРЕЛКИ ДЛЯ TIG СВАРКИ
ГОРЕЛКИ ДЛЯ TIG СВАРКИ ПЛАЗМАТРОНЫ
ПЛАЗМАТРОНЫ МАСКИ И ОЧКИ СВАРЩИКА
МАСКИ И ОЧКИ СВАРЩИКА СРЕДСТВА ЗАЩИТЫ СВАРЩИКА
СРЕДСТВА ЗАЩИТЫ СВАРЩИКА СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ
СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ СВАРОЧНАЯ ХИМИЯ
СВАРОЧНАЯ ХИМИЯ DIY
DIY Универсальные
Универсальные Для Бетона-железобетона
Для Бетона-железобетона Для асфальта
Для асфальта Резка керамики
Резка керамики Для гранита-камня
Для гранита-камня ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275 ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275 КОРДЩЕТКА ДИСКОВАЯ
КОРДЩЕТКА ДИСКОВАЯ КОРДЩЕТКА ЧАШЕОБРАЗНАЯ
КОРДЩЕТКА ЧАШЕОБРАЗНАЯ КОРДЩЕТКА РУЧНАЯ
КОРДЩЕТКА РУЧНАЯ Рулоны
Рулоны Бобины
Бобины Листы шлифовальные NORTON T44X
Листы шлифовальные NORTON T44XЭлектросварочное оборудование

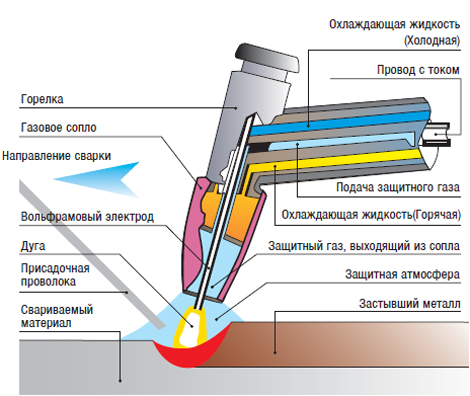
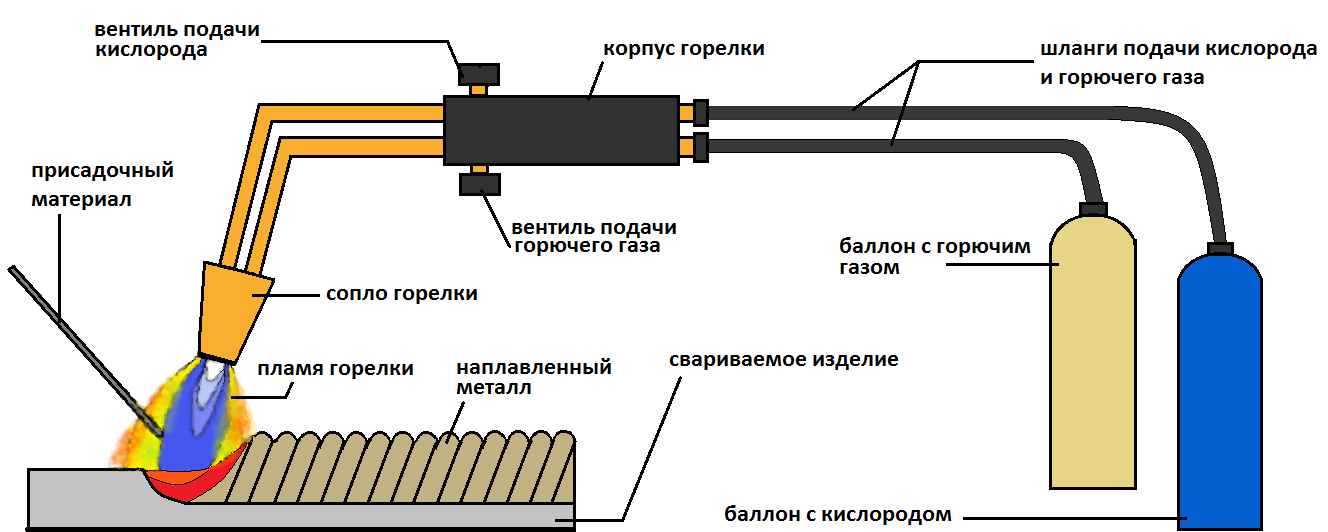
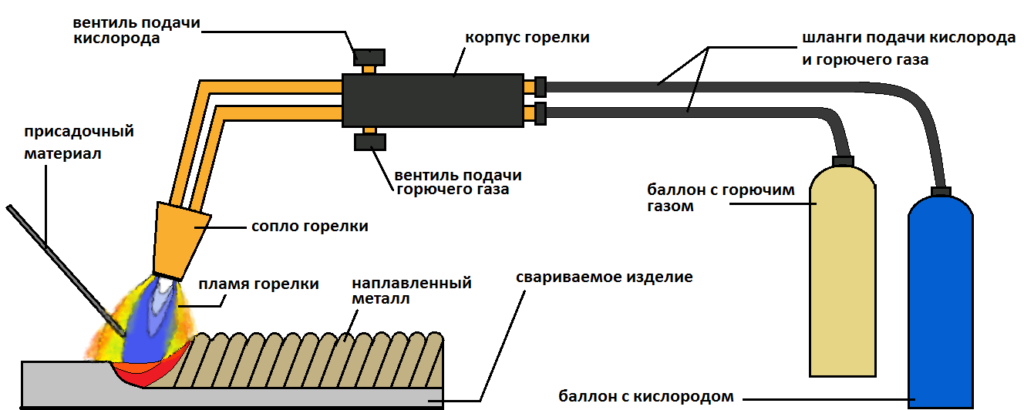
Газовая сварка — это сварка плавлением при которой применяется кислород в смеси с различными горючими газами и жидкостями (ацетилен, пропан, метан, МАФ, бензин, керосин и другие). Соответственно по применяемому горючему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. В основном используется ацетилено-кислородная сварка так как другие виды горючих имеют ограниченное применение.
В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому себестоимость газовой сварки больше электрической.
Существенное технологическое отличие газовой сварки от электро-дуговой сварки — более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других — преимуществом газового пламени и определяет следующие основные области его применения для сварки:
— сталей малых толщин, 0,2-5 мм;
— цветных металлов;
— металлов, требующих при сварке постепенного мягкого нагрева и замедленного охлаждения, например многих инструментальных сталей;
— металлов, требующих подогрева при сварке, например чугуна и некоторых сортов специальных сталей;
— для твердой пайки;
— для некоторых видов наплавочных работ.
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше. Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм — только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Газовая сварка является более предпочтительной в тех местах, где отсутствует возможность подключения к электрическим сетям, либо где электрическая сеть не способна выдержать мощность сварочного трансформатора. Также плюсом газовой сварки является меньшее воздействие процесса сварки на зрение, так как при газовой сварке пламя горелки не излучает такого света, как при электрической дуге. Но газовая сварка требует довольно громоздкого оборудования, сложной системы запорной и контролирующей арматуры, предохранителей, клапанов, шлангов. Газ в баллоны необходимо заправлять только на специализированных заправочных комплексах, которые есть далеко не во всех городах.
Транспортировка баллонов также ограничена спецтехникой.
Использование газовых баллонов относится ко взрывоопасным мероприятиям, поэтому работу должен выполнять обученный персонал.
Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246-80. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов.