КАТЕГОРИИ
 ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ ЭЛЕКТРОДЫ КОНТИНЕНТ
ЭЛЕКТРОДЫ КОНТИНЕНТ ЭЛЕКТРОДЫ ГАРАНТ
ЭЛЕКТРОДЫ ГАРАНТ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ НАПЛАВКИ
ДЛЯ НАПЛАВКИ ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА
ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ДЛЯ МЕДИ И АЛЮМИНИЯ
ДЛЯ МЕДИ И АЛЮМИНИЯ ЭЛЕКТРОДЫ MONOLITH
ЭЛЕКТРОДЫ MONOLITH Электроды «АРМО»
Электроды «АРМО» ЭЛЕКТРОДЫ МОНОЛИТ РЦ
ЭЛЕКТРОДЫ МОНОЛИТ РЦ ЭЛЕКТРОДЫ АРСЕНАЛ
ЭЛЕКТРОДЫ АРСЕНАЛ УГОЛЬНЫЕ ЭЛЕКТРОДЫ
УГОЛЬНЫЕ ЭЛЕКТРОДЫ ОМЕДНЕННАЯ
ОМЕДНЕННАЯ ПОЛИРОВАННАЯ
ПОЛИРОВАННАЯ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ СВАРКИ БЕЗ ГАЗА
ДЛЯ СВАРКИ БЕЗ ГАЗА ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА ПРИСАДОЧНАЯ
ПРИСАДОЧНАЯ ДЛЯ АЛЮМИНИЯ
ДЛЯ АЛЮМИНИЯ ДЛЯ РОБОТОВ
ДЛЯ РОБОТОВ ДЛЯ РУЧНОЙ СВАРКИ ММА
ДЛЯ РУЧНОЙ СВАРКИ ММА СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG
ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT
АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT ГЕНЕРАТОРЫ
ГЕНЕРАТОРЫ РЕЗАКИ
РЕЗАКИ РЕЗАКИ «ДОНМЕТ» 374 и 360
РЕЗАКИ «ДОНМЕТ» 374 и 360 РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ
РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ
ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ
ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ ГОРЕЛКИ КРОВЕЛЬНЫЕ
ГОРЕЛКИ КРОВЕЛЬНЫЕ РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ
РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ КЛАПАНЫ ЗАЩИТНЫЕ
КЛАПАНЫ ЗАЩИТНЫЕ ПОДОГРЕВАТЕЛИ ГАЗА
ПОДОГРЕВАТЕЛИ ГАЗА РЕДУКТОРА ГЕРМАНИЯ
РЕДУКТОРА ГЕРМАНИЯ МАНОМЕТРЫ
МАНОМЕТРЫ ЗАПАСНЫЕ ЧАСТИ
ЗАПАСНЫЕ ЧАСТИ КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ
КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ ГАЗОВЫЕ БАЛЛОНЫ
ГАЗОВЫЕ БАЛЛОНЫ КРУГИ ЛУЖСКОГО АБРАЗИВНОГО ЗАВОДА
КРУГИ ЛУЖСКОГО АБРАЗИВНОГО ЗАВОДА КРУГИ NORTON ATLAS
КРУГИ NORTON ATLAS КРУГИ NORTON STAR LINE
КРУГИ NORTON STAR LINE КРУГИ NORTON VULCAN
КРУГИ NORTON VULCAN КРУГИ NORTON VULCAN PLUS
КРУГИ NORTON VULCAN PLUS КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ
КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ КРУГИ РАДИАЛЬНЫЕ КЛ
КРУГИ РАДИАЛЬНЫЕ КЛ КРУГИ С ОПРАВКОЙ КЛО
КРУГИ С ОПРАВКОЙ КЛО С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ
С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ
С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ
ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ ГОРЕЛКИ ДЛЯ TIG СВАРКИ
ГОРЕЛКИ ДЛЯ TIG СВАРКИ ПЛАЗМАТРОНЫ
ПЛАЗМАТРОНЫ МАСКИ И ОЧКИ СВАРЩИКА
МАСКИ И ОЧКИ СВАРЩИКА СРЕДСТВА ЗАЩИТЫ СВАРЩИКА
СРЕДСТВА ЗАЩИТЫ СВАРЩИКА СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ
СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ СВАРОЧНАЯ ХИМИЯ
СВАРОЧНАЯ ХИМИЯ DIY
DIY Универсальные
Универсальные Для Бетона-железобетона
Для Бетона-железобетона Для асфальта
Для асфальта Резка керамики
Резка керамики Для гранита-камня
Для гранита-камня ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275 ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275 КОРДЩЕТКА ДИСКОВАЯ
КОРДЩЕТКА ДИСКОВАЯ КОРДЩЕТКА ЧАШЕОБРАЗНАЯ
КОРДЩЕТКА ЧАШЕОБРАЗНАЯ КОРДЩЕТКА РУЧНАЯ
КОРДЩЕТКА РУЧНАЯ Рулоны
Рулоны Бобины
Бобины Листы шлифовальные NORTON T44X
Листы шлифовальные NORTON T44XЭлектросварочное оборудование

Полуавтоматическая MIG/MAG сварка это один из многих видов сварки, используемый на сегодняшний день, как в тяжелой промышленности, так и в домашних условиях. Этот процесс не такой сложный, как ручная дуговая сварка (MMA) и аргонодуговая сварка (TIG) и сварка плавящимся электродом MIG/MAG становится все более популярной, медленно, но верно вытесняя ручную дуговую сварку покрытыми электродами.
Этому способствует появление доступных сварочных полуавтоматов, обеспечивающих качественную, производительную сварку как омедненными проволоками сплошного сечения, так и порошковыми самозащитными сварочными проволоками. В настоящее время это наиболее частый и предпочтительный сварочный процесс во многих отраслях сварочного производства благодаря своей универсальности, скорости и относительной простоте в адаптации к процессам автоматизации сварки и робототехники.
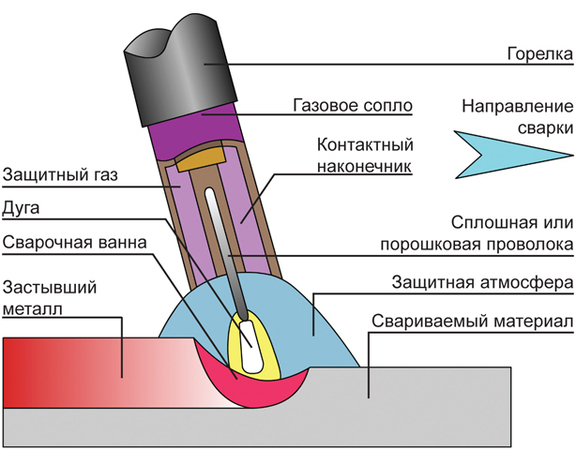
Полуавтоматическая сварка (обозначение — MIG/MAG) это сварка металлов в среде защитного газа GMAW, сокращенно от Gas Metal Arc Welding. При этой сварки это процесс сварки происходит непрерывная подача электродной проволоки и защитного газа в зону сварки через сварочную горелку (см. рисунок). Целью защитного газа является защита места сварки от внешней среды. Cварка MIG – это сокращение от Metal Inert Gas, и означает что сварка проходит в инертном газе. Сварка MAG — соответственно Metal Active Gas, где защитным газом является активный газ.

При этом типе сварки важно правильно выбрать защитный газ для MIG/MAG сварки.
В процессе сварки, для того, чтобы защитить сварочный шов от воздействия окружающего воздуха, а именно от азота и кислорода, требуется защитный газ. Попадание азота и кислорода в зону сварки может привести к пористости, несплавлению, хрупкости металла сварного шва и т.д. Эти дефекты — общая проблема для всех сварочных процессов. На основе конкретного процесса сварки и состава металла, определяется защитный газ. Защитный газ для MIG сварки состоит из инертных газов, таких как аргон или гелий. Аргон является преобладающим для всех видов сварки, в результате того, что в его среде можно сваривать практически любые металлы.
Первоначально MIG сварка использовалась только для сварки алюминия. Для MIG сварки алюминия, в качестве защитного газа всегда используется 100% в аргон.
Для сварки стали использование чистого аргона не выгодно, так как он обеспечивает достаточного низкое проплавление. Высокое проплавление при сварки стали обеспечивает использование углекислого газа. Но даже при большом проплавлении и дешевизне этого газа, в настоящее время сварку в углекислом газе почти уже не используют, так как в углекислом газе происходит большое разбрызгивание и образование оксидов на сварочном шве. Всё чаще и чаще для сварки стали применяют смеси газов. Смеси углекислого газа и аргона. Аргон предотвращает избыточное образование оксида, а углекислый газ позволяет глубокое проплавление. Чем больше содержание углекислого газа, тем больше разбрызгивание. Это происходит, когда содержание углекислого газа более чем 20%в смеси защитных газах. Обычно для сварки стали используют смесь 82-80 %Ar и 18-20% CO2, а для сварки нержавеющей стали – смесь 98%Ar/2%CO2.
Полуавтоматическая MIG/MAG сварка имеет ряд преимуществ
— Высокие скорости сварки.
— Простота обучения технике сварки.
— Можно делать длинные сварные швы, без необходимости останавливаться и зажигать дугу снова.
— Не требуется очистка сварочного шва после сварки.
— Возможность сварки как тонкостенных, так и толстостенных изделий;
— Повышение производительности труда;
— Снижение себестоимости сварочных работ;
— Высокий коэффициент наплавки, малые потери на угар и разбрызгивание;
— Сварка сложных стыков сварщиками низкой квалификации, новичками;
— Безопасная работа – ток не поступает до момента поджига;
— Отсутствие значительных деформаций свариваемых деталей ввиду меньшего тепловложения