КАТЕГОРИИ
 ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ ЭЛЕКТРОДЫ КОНТИНЕНТ
ЭЛЕКТРОДЫ КОНТИНЕНТ ЭЛЕКТРОДЫ ГАРАНТ
ЭЛЕКТРОДЫ ГАРАНТ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ НАПЛАВКИ
ДЛЯ НАПЛАВКИ ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА
ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ДЛЯ МЕДИ И АЛЮМИНИЯ
ДЛЯ МЕДИ И АЛЮМИНИЯ ЭЛЕКТРОДЫ MONOLITH
ЭЛЕКТРОДЫ MONOLITH Электроды «АРМО»
Электроды «АРМО» ЭЛЕКТРОДЫ МОНОЛИТ РЦ
ЭЛЕКТРОДЫ МОНОЛИТ РЦ ЭЛЕКТРОДЫ АРСЕНАЛ
ЭЛЕКТРОДЫ АРСЕНАЛ УГОЛЬНЫЕ ЭЛЕКТРОДЫ
УГОЛЬНЫЕ ЭЛЕКТРОДЫ ОМЕДНЕННАЯ
ОМЕДНЕННАЯ ПОЛИРОВАННАЯ
ПОЛИРОВАННАЯ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ СВАРКИ БЕЗ ГАЗА
ДЛЯ СВАРКИ БЕЗ ГАЗА ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА ПРИСАДОЧНАЯ
ПРИСАДОЧНАЯ ДЛЯ АЛЮМИНИЯ
ДЛЯ АЛЮМИНИЯ ДЛЯ РОБОТОВ
ДЛЯ РОБОТОВ ДЛЯ РУЧНОЙ СВАРКИ ММА
ДЛЯ РУЧНОЙ СВАРКИ ММА СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG
ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT
АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT ГЕНЕРАТОРЫ
ГЕНЕРАТОРЫ РЕЗАКИ
РЕЗАКИ РЕЗАКИ «ДОНМЕТ» 374 и 360
РЕЗАКИ «ДОНМЕТ» 374 и 360 РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ
РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ
ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ
ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ ГОРЕЛКИ КРОВЕЛЬНЫЕ
ГОРЕЛКИ КРОВЕЛЬНЫЕ РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ
РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ КЛАПАНЫ ЗАЩИТНЫЕ
КЛАПАНЫ ЗАЩИТНЫЕ ПОДОГРЕВАТЕЛИ ГАЗА
ПОДОГРЕВАТЕЛИ ГАЗА РЕДУКТОРА ГЕРМАНИЯ
РЕДУКТОРА ГЕРМАНИЯ МАНОМЕТРЫ
МАНОМЕТРЫ ЗАПАСНЫЕ ЧАСТИ
ЗАПАСНЫЕ ЧАСТИ КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ
КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ ГАЗОВЫЕ БАЛЛОНЫ
ГАЗОВЫЕ БАЛЛОНЫ КРУГИ ЛУЖСКОГО АБРАЗИВНОГО ЗАВОДА
КРУГИ ЛУЖСКОГО АБРАЗИВНОГО ЗАВОДА КРУГИ NORTON ATLAS
КРУГИ NORTON ATLAS КРУГИ NORTON STAR LINE
КРУГИ NORTON STAR LINE КРУГИ NORTON VULCAN
КРУГИ NORTON VULCAN КРУГИ NORTON VULCAN PLUS
КРУГИ NORTON VULCAN PLUS КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ
КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ КРУГИ РАДИАЛЬНЫЕ КЛ
КРУГИ РАДИАЛЬНЫЕ КЛ КРУГИ С ОПРАВКОЙ КЛО
КРУГИ С ОПРАВКОЙ КЛО С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ
С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ
С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ
ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ ГОРЕЛКИ ДЛЯ TIG СВАРКИ
ГОРЕЛКИ ДЛЯ TIG СВАРКИ ПЛАЗМАТРОНЫ
ПЛАЗМАТРОНЫ МАСКИ И ОЧКИ СВАРЩИКА
МАСКИ И ОЧКИ СВАРЩИКА СРЕДСТВА ЗАЩИТЫ СВАРЩИКА
СРЕДСТВА ЗАЩИТЫ СВАРЩИКА СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ
СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ СВАРОЧНАЯ ХИМИЯ
СВАРОЧНАЯ ХИМИЯ DIY
DIY Универсальные
Универсальные Для Бетона-железобетона
Для Бетона-железобетона Для асфальта
Для асфальта Резка керамики
Резка керамики Для гранита-камня
Для гранита-камня ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275 ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275 КОРДЩЕТКА ДИСКОВАЯ
КОРДЩЕТКА ДИСКОВАЯ КОРДЩЕТКА ЧАШЕОБРАЗНАЯ
КОРДЩЕТКА ЧАШЕОБРАЗНАЯ КОРДЩЕТКА РУЧНАЯ
КОРДЩЕТКА РУЧНАЯ Рулоны
Рулоны Бобины
Бобины Листы шлифовальные NORTON T44X
Листы шлифовальные NORTON T44XЭлектросварочное оборудование

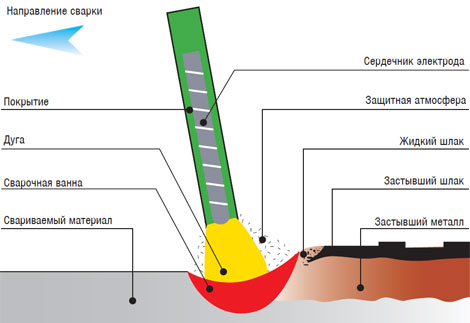
Ручная дуговая сварка – это сварка покрытым металлическим электродом.
Данный тип сварки является наиболее старой и универсальной технологией дуговой сварки.
Общепринятые обозначения
РДС – ручная дуговая сварка (преимущественно в советской литературе);
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Технология ручной дуговой сварки
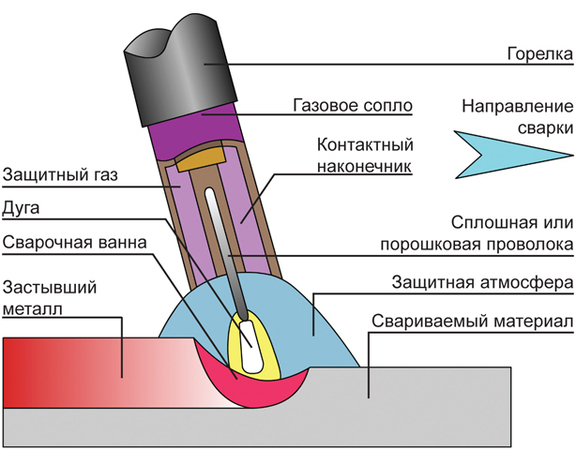
Для образования и поддержания электрической дуги к электроду и свариваемому изделию (см. рисунок) от источника питания подводится сварочный ток. Под действием дуги расплавляются металлический стержень электрода (электродный металл), его покрытие и металл изделия (основной металл). Электродный металл в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, где смешивается с основным металлом, а расплавленный шлак всплывает на поверхность.

Размеры сварочной ванны зависят от режимов и пространственного положения сварки, скорости перемещения дуги по поверхности изделия, конструкции сварного соединения, формы и размера разделки свариваемых кромок и т.д. Обычно размеры сварочной ванны бывают следующих размеров: глубина до 6 мм, ширина 8–15 мм, длина 10–30 мм.
Длина дуги – расстояние от поверхности сварочной ванны до расплавленной поверхности электрода. Длина дуги при ручной сварке в зависимости от условий сварки и марки электрода должна быть в пределах 0,5-1,2 от диаметра электрода. Уменьшение длины дуги ухудшает формирование шва и может привести к короткому замыканию. Увеличение длины дуги приводит к снижению глубины провара, увеличению разбрызгивания электродного металла и ухудшению качества шва как по форме, так и по механическим свойствам.
В результате плавления покрытия электрода вокруг дуги и над сварочной ванной образуется газовая атмосфера, оттесняющая воздух из зоны сварки для предотвращения его взаимодействия с расплавленным металлом.
Шлак, покрывая капли расплавленного электродного металла и поверхность сварочной ванны, препятствует их взаимодействию с воздухом, а также способствует очищению расплавленного металла от примесей.
Различают сварку прямой или обратной полярности.
Прямая полярность — при подключении положительного полюса (анода) к изделию
Обратная полярность – при подключении отрицательного полюса (катода) к изделию.
Способы зажигания дуги при ручной дуговой сварке
Дуга зажигается кратковременным прикосновением конца электрода к свариваемому изделию. В результате протекания тока короткого замыкания и наличия контактного сопротивления торец электрода быстро нагревается до высокой температуры, при которой после отрыва электрода происходит ионизация газового промежутка и возникает сварочная дуга. Для надежного зажигания дуги сварщик должен отводить электрод от изделия на высоту 4–5 мм, так как при большем расстоянии между концом электрода и изделием дуга не возникает.
Ведение дуги производится таким образом, чтобы обеспечить проплавление свариваемых кромок и получить требуемое качество наплавленного металла при хорошем формировании. Это достигается путем поддержания постоянства длины дуги и соответствующего перемещения конца электрода.
По мере удаления дуги металл сварочной ванны кристаллизуется с образованием шва, соединяющего свариваемые детали. На поверхности шва образуется слой затвердевшего шлака.
Преимущества ручной дуговой сварки
— Сварка в любых пространственных положениях;
— Сварка в местах с ограниченным доступом;
— Быстрый переход от одного свариваемого материала к другому;
— Возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов;
— Простота и транспортабельность сварочного оборудования.
Недостатки ручной дуговой сварки
— низкая производительность труда и КПД по сравнению с другими технологиями сварки;
— большая зависимость качество соединений от квалификации сварщика;
— вредные условия процесса сварки.